





1. Borkarbid-Strahlenendüsen
sie haben eine Nutzungsdauer 4-7times von gesinterten Hartmetalldüsen, aber ihr Schockwiderstand ist nicht als der von gesinterten Karbiddüsen, also ist passend, unter Abnutzung, stabilem Atmosphärendruck und mittlerem Schock zu dienen.
Spezifikation:
Reiben Sie beständig, tun Sie nicht aktives mit saurem, niedrigem u. der hohen Temperatur Widerstand,
Das density> =2.46g/cm3;
Hardness> =3500kgf/sqm, verbiegender Widerstand: ≥ 400Mpa
Schmelzpunkt: 2450degree
Und jetzt ist Borkarbiddüse anstelle der Härtelegierung, Hartmetalldüse, Silikonkarbid-Sandstrahlendüse.
Das Berufsleben der Borkarbiddüse ist 500-1000H
Die Größe kann gemäß der Zeichnung besonders angefertigt werden
2. Gesintertes Hartmetall
Produkte einschließlich verschiedene Strahlenendüse, Hochdruckwasserspraydüse, Hochdruckwasserausschnittdüse, Stangen, Blätter, Dichtungsringe, Lochmatrizeblöcke, Glasschneider, etc.
Wir sind in der Lage, Rohre mit Durchmesser von 200mm zu produzieren und Länge von 300mm, für Ringe, Größe kann Durchmesser bis 320mm und die Länge sein, zum 200mm zu sein.
Vorteile auf Hartmetall-Strahlenendüsen:
1. sehr hohe Härte.
2. stabile Arbeitsbemühung während des Startens.
3. sind lange Größen accetable.
4. sehr gute Preise mit ziemlich schneller Lieferung.
5. sind Sondergrößen mit Zeichnung annehmbar.
Grad empfehlen sich von den Hartmetall-Strahlenendüsen:
| Grad | Gleichgestelltes zur ISO-Kategorien-Zahl | Leistung | Gebrauch | ||
| Dichte | Biegungs-Stärke | Härte | |||
| G/Cm3 | N/mm2 | HRA | |||
| YG3 | K01 | 14.9-15.3 | 1180 | ≥90.5 | Strahlen nozzlesQualified für Feindrehen und das halb-feine Drehen wenn Roheisen, Nichteisenmetall, Legierungen sowie unlegierte Materialien, die nacheinander schneiden. Kann Drahtziehen vom Stahl- und Nichteisenmetall machen. Auch qualifiziert für Strahlenendüsen. |
| YG3X | K01 | 15.1-15.4 | ≥1300 | ≥91.5 | |
| YG6X | K10 | 14.8-15.1 | ≥1560 | ≥91.0 | Qualifiziert für die maschinelle Bearbeitung des gekühlten Roheisens, Legierung Roheisen, refraktären Stahl- und legiertenstahl. Auch qualifiziert für die maschinelle Bearbeitung des allgemeinen Roheisens. |
| YG6A | K10 | 14.7-15.1 | ≥1580 | ≥91.0 | |
| YG6 | K20 | 14.7-15.1 | ≥1670 | ≥89.5 | Qualifiziert für die Endmaschinelle bearbeitung und -ende, die für das Roheisen, das Nichteisenmetall, die Legierung und die unvermischten Materialien maschinell bearbeiten. Auch qualifiziert für Drahtziehen für das Stahl- und Nichteisenmetall, elektrische Bohrmaschine für Geologiegebrauch und Stahlbohrer etc. |
| YG8 | K20-K30 | 14.6-14.9 | ≥1840 | ≥89 | Qualifiziert für Schruppen des Roheisens, des Nichteisenmetalls, der Nichtmetallmaterialien, des Zeichnens des Stahls, des Nichteisenmetalls und der Rohre, der verschiedenen Bohrgeräte für Geologiegebrauch, der Werkzeuge für Maschinenfertigung und der Verschleißteile |
3. Silikonkarbid-Strahlenendüsen
haben Sie mittlere Verschleißfestigkeits- und Antischockfähigkeit verglichen mit Borkarbid und Hartmetall und viel hellerem als Hartmetalle.
Geschätzte Nutzungsdauer von Düsen (in Stunden)
Düsen-Material |
Stahlkorn/Schuss |
Sand |
Aluminiumoxyd |
Tonerde |
20-40 |
10-30 |
1-4 |
Hartmetall |
500-800 |
300-400 |
20-40 |
Silikon-Karbid |
600-1000 |
400-600 |
50-100 |
Bor-Karbid |
1500-2500 |
750-1500 |
200-1000 |
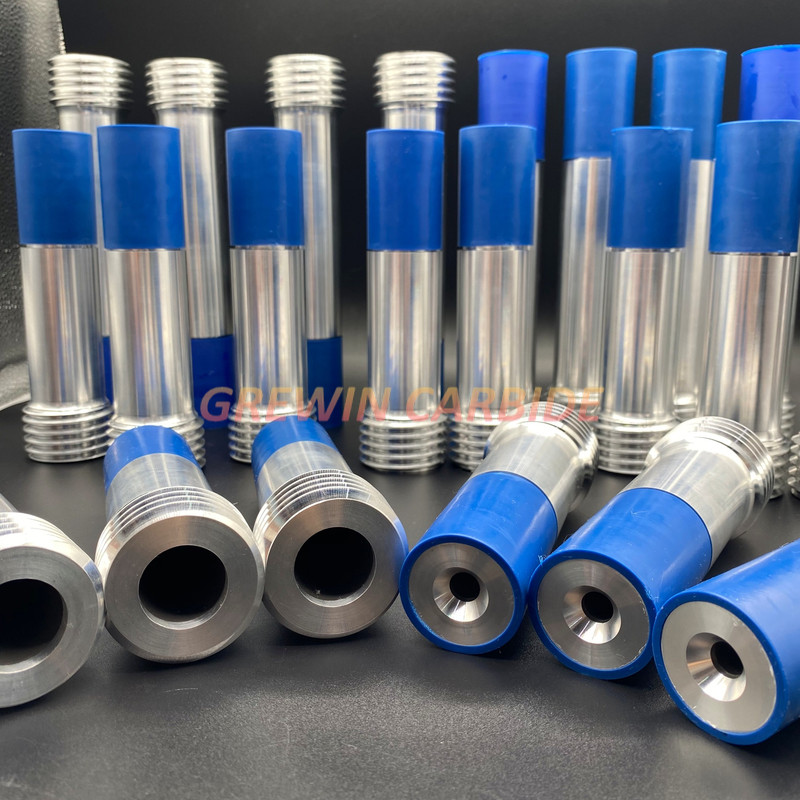
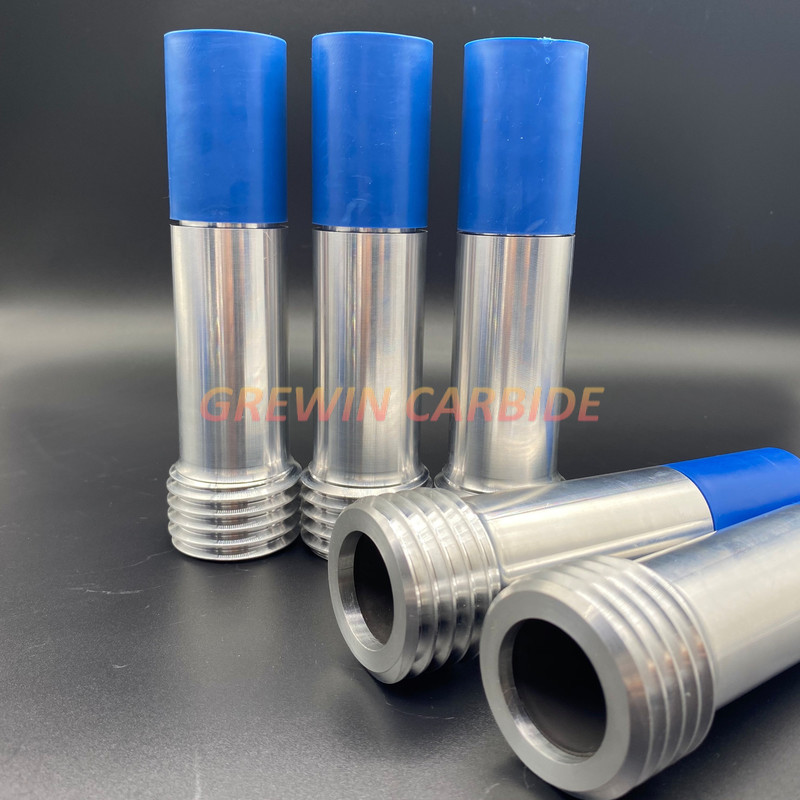
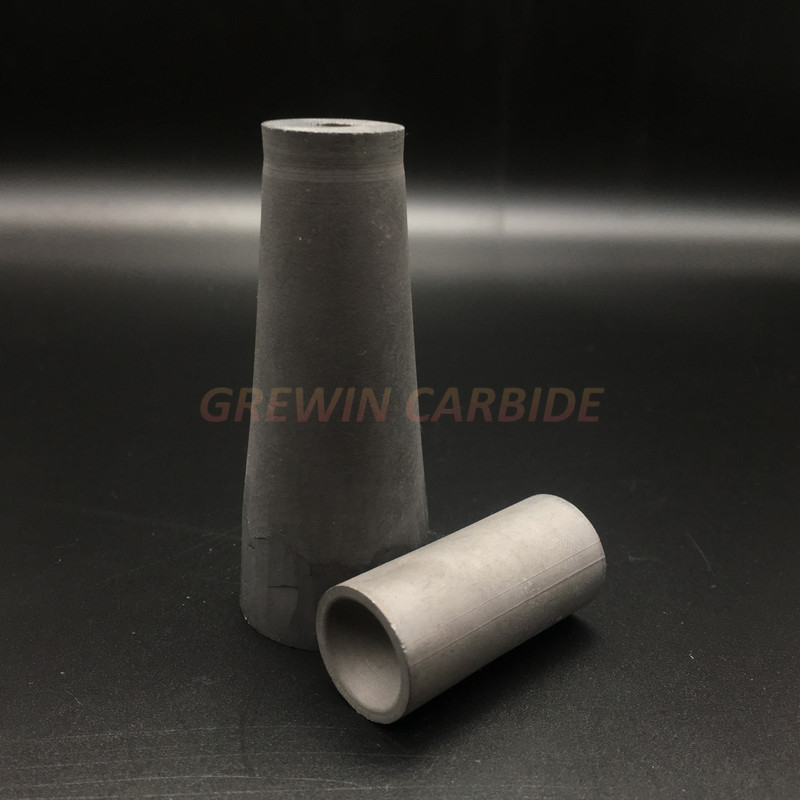
Produkt-Show:
![]()
![]()
![]()
WARMLYTIPS
01 die Schnittgeschwindigkeit und die Vorschubzahl richtig kann verringern das Probeleben des Fräsers ausdehnen.
02, beim Arbeiten, ist es notwendig, Schneidflüssigkeit zu addieren, um das innovative zu schützen, die den Schnittpolierer herstellt.
03, wenn es eine Oxidschicht oder andere verhärtete Schicht gibt, die auf der Oberfläche des Werkstückes bleiben, kann es durch das umschaltbares Mahlen entfernt werden.
INST-RUCTIONS FÜR GEBRAUCH
Welche Käufer in Schaftfräserauswahl und Bedienungsanleitungen auskennen müssen
01.
Vor der Anwendung des Werkzeugs, messen Sie bitte die Werkzeugablenkung. Wenn die Werkzeugablenkungsgenauigkeit 0.01mm übersteigt, korrigieren Sie sie bitte vor Ausschnitt.
02.
Kürzer die Länge des Schaftfräsers, der aus der Klemme haftet, das bessere heraus.
Wenn der Schaftfräser heraus für eine lange Zeit haftet, ist es notwendig, die Drehzahl, Vorschubzahl zu verringern oder Schnittmenge.
03.
Während des Ausschnitts wenn anormale Erschütterung oder Ton auftritt, verringern Sie bitte die Schnittgeschwindigkeit und das Schnittfeedrate, bis die Situation verbessert.
04.
Das Stahlabkühlen ist vorzugsweise Spray- und Luftjet, der den Gebrauchseffekt des Fräsers effektiv verbessern kann.
Mehr Informationen, mit uns bitte nett in Verbindung treten.
Mit freundlichen Grüßen
Grewin-Karbid












